Oțelul subțire este utilizat pentru fabricarea unei varietăți de modele. La întreprinderi, lucrările de sudare sunt efectuate cu ajutorul unor aparate speciale, care asigură conectarea optimă a produselor. Cum să gătești metal subțire cu un electrod acasă? Ce echipament funcționează cel mai bine? Astfel de întrebări sunt puse de sudori fără experiență, care sunt nevoiți să lucreze acasă. Informații despre cum să sudați în mod corespunzător metalul subțire cu un electrod pot fi găsite în acest articol.
Care sunt dificultățile?
Importanța întrebării despre care sunt electrozii mai bine să gătească metal subțire se datorează faptului că, dacă sunt selectați necorespunzător sau nu sunt respectate regulile de lucru, maestrul poate avea probleme. Acestea includ următoarele:
Datorită faptului că trebuie să lucrați cu un material destul de subțire, este important să calculați corect puterea curentă. În caz contrar, în metal se pot forma mai multe găuri de trecere. De asemenea, acestea sunt rezultatul unui management lent al cusăturilor.

- Încercând să prevină arsurile, mulți sudori se grăbesc prea mult, trecând prin îmbinare. Drept urmare, un loc nedigerat rămâne pe suprafața tratată. Specialiștii numesc astfel de site-uri lipsă de fuziune. Drept urmare, conexiunea este obținută cu o etanșare slabă, iar produsul este considerat impropriu pentru a lucra cu lichid. În plus, metalul are o rată scăzută de rezistență la tracțiune și prindere.
- Adesea, cei care nu știu să gătească metal subțire cu un electrod fac o altă greșeală și anume, lasă intrări din spatele produselor conectate. Dacă pe partea din față suprafața arată normal, atunci pe partea din spate lasă mult de dorit. Acest lucru poate fi prevenit folosind substraturi speciale. De asemenea, este de dorit să se reducă rezistența curentă sau să se modifice tehnica de sudare.
- Se întâmplă ca structura să fie deformată. Motivul este supraîncălzirea tablelor de oțel. Deoarece structura metalică rămâne rece la extremitatea marginilor, iar componenta intermoleculară se extinde în punctul de sudare, încep să se formeze unde pe suprafața oțelului, ceea ce duce la îndoirea generală. Potrivit sudorilor cu experiență, problema se rezolvă prin îndreptarea la rece - cu ajutorul ciocanelor de cauciuc, foaia este îndreptată. Dacă acest lucru nu este posibil, atunci va fi necesară alternarea cusăturii corecte în timpul sudării.
Pentru a preveni aceste neajunsuri, trebuie să știi să gătești metal subțire cu un electrod.
Despre sursele actuale
Pentru sudare, astfel de surse pot fi transformatoare și invertoare. Potrivit experților, prima opțiune este considerată acum demult depășită și în curând va fi abandonată. În ciuda avantajelor incontestabile (fiabilitate ridicată și rezistență), transformatoarele elimină și rețeaua de alimentare cu energie electrică, care adesea implică deteriorarea cablurilor și a echipamentelor electrice. În schimb, invertoarele nu plantează rețeaua și, potrivit experților, va fi o opțiune ideală pentru un sudor începător. Dacă mai devreme, atunci când lucrați cu o sursă de transformare, electrodul a rămas la suprafață și a ars rețeaua, atunci curentul de sudare este pur și simplu oprit cu invertorul. Încă de la începutul aprinderii arcului, o transformare curentă este observată asupra transformatorului, ceea ce este nedorit. Situația este diferită cu invertoarele - în aceste dispozitive, datorită prezenței condensatoarelor speciale de stocare, energia pompată mai devreme este utilizată.
Despre sudarea cu arc
Potrivit meșterilor experimentați, succesul sudării cu arc depinde de calitatea calcinării consumabilelor. Temperatura optimă este de 170 de grade. În acest regim termic apare o topire uniformă a acoperirii. Este convenabil să manipulați arcul, formând o cusătură. Electrozii de sudare pentru foi metalice subțiri trebuie să fie cu o acoperire de înaltă calitate. În conformitate cu tehnologia, un arc intermitent este format prin separarea pe termen scurt de la electrozi de bazinul de sudură. Dacă produsul are un înveliș refractar, atunci la finalul acestuia se va forma un fel de „vizieră”, care va interfera cu contactul și crearea arcului.
Despre secțiunea transversală a electrozilor
Potrivit experților, puterea curentului de ieșire depinde direct de ce diametru are electrodul. Pentru unul gros, este necesară o sursă care să poată oferi o cantitate mare de curent. Astfel, pentru un anumit diametru, este furnizat un indicator de putere specific, dincolo de care este imposibil de mers.

Dacă este subestimată în mod deliberat, atunci sudura pur și simplu nu se formează. În schimb, pe suprafața tratată vor rămâne doar benzi metalice cu zgură și acoperire cu electrozi. De exemplu, dacă lucrați cu un electrod de 2, 5 mm, indicatorul de curent minim ar trebui să fie de 80 amperi. Până la 110 amperi îl supraevaluează atunci când lucrează cu un electrod gros de 3 mm. Judecând după numeroase recenzii, ideea de a efectua lucrări de sudare cu electrozi cu o secțiune transversală de 3 mm la o rată curentă de 70 de amperi este inițial un eșec, deoarece nici o cusătură nu va funcționa.
De unde să înceapă?
Înainte de a găti metal subțire cu un electrod, trebuie să îl alegeți corect. Datorită faptului că trebuie să gătiți cu o tensiune redusă, nu este practic să folosiți electrozi de 4-5 mm. În caz contrar, arcul electric se va „bloca” și arderea nu se va efectua complet. Ce electrozi pentru a găti invertor metal subțire? Judecând după numeroase recenzii, cea mai bună opțiune ar fi electrozii cu grosimea de 2-3 mm.
Ce vor sfătui experții?
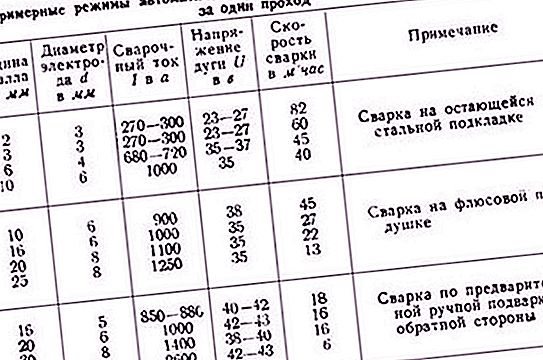
Oricine nu știe să gătească metal subțire cu un electrod de 2 mm ar trebui să folosească tabelul special de calcul. Pentru un material a cărui grosime nu depășește 1 mm, se utilizează un curent de electrozi de 10 A și 1 mm. Judecând după numeroasele recenzii, acestea ard destul de repede. Dacă trebuie să lucrați cu un metal de 1 mm, indicatorul de rezistență curent trebuie să varieze de la 25 la 35 A. Pentru o astfel de sudare, vor fi necesari electrozi cu secțiune transversală de 1, 6 mm. 2 mm este recomandat pentru foi cu o grosime de 1, 5 mm. Rezistența curentă în acest caz este mai mare și se ridică la 45-55 A. Electrozii cu secțiune transversală de 2 mm sunt prevăzuți pentru un metal gros de 2 mm. În acest caz, se folosește un curent de 65 A. Cum se gătește un metal subțire cu un electrod de 3 mm? După cum recomandă experții, un produs cu o astfel de secțiune transversală funcționează cu un metal gros de 2, 5 mm cu o rezistență curentă de 75 A.
Despre îmbinarea butucului
Datorită faptului că conectează foi de oțel cu foi subțiri la îmbinare, materialul este adesea ars. Pentru a preveni acest lucru, trebuie să desenați corect marginile plăcilor. Majoritatea sudorilor preferă suprapunerea plăcilor. Astfel, se va forma baza metalului depus, împiedicând arderea acestuia. Cu toate acestea, mulți începători sunt interesați de modul de sudare a metalului subțire cu un electrod de 3 mm la îmbinare? Așa cum recomandă sudorii cu experiență, nu este necesar să tăiați marginile atunci când așezați plăcile. De asemenea, nu este nevoie de un decalaj între ele. Este suficient doar să aducem capetele foilor să fie sudate mai strâns și să le lipim împreună. Va fi mai ușor să lucrați în modul de rezistență a curentului scăzut și cu ajutorul electrozilor relativ subțiri.

Despre sudura cu nasturi
Sudarea prin cap se realizează în mai multe moduri:
- În primul rând, unitatea este setată la modul slab. Formarea cusăturii se realizează rapid și clar de-a lungul liniei de cusătură. În acest caz, mișcările oscilatorii nu sunt necesare.
- Această metodă utilizează un curent ușor crescut. Pentru a forma o cusătură, se recomandă utilizarea unui arc intermitent. Această măsură trebuie să ofere timp materialului să se răcească înainte de a i se aplica o nouă „porție” de aditiv.
- A treia metodă nu este practic diferită de cea anterioară. Cu toate acestea, în acest caz, sudorii folosesc substraturi speciale, a căror sarcină este menținerea unei zone încălzite și prevenirea defecțiunii acesteia. Judecând după recenzii, este nedorit să se utilizeze o masă metalică ca atare substrat. În caz contrar, se va suda pur și simplu la produsul însuși. Cea mai bună opțiune este o căptușeală din grafit.
- Unii maeștri practică suduri eșalonate. Această metodă previne deformarea structurii. Puteți așeza și cusături în secțiuni mici. Pentru a face acest lucru, ei încep să formeze o nouă cusătură din punctul în care se încheie precedenta. Prin această metodă, produsul este încălzit uniform pentru a preveni deformarea acestuia.
Progresul muncii
Înainte de sudare, piesele care urmează să fie îmbinate sunt curățate complet de rugină. Unitățile care furnizează curent continuu sunt bune deoarece polaritatea inversă poate fi folosită.

Este suficient să introduceți electrodul în suport, care este conectat la cablu cu denumirea „+”, iar cablul cu „-” la suprafața piesei de oțel. Această metodă de conectare va asigura o încălzire mare a electrodului, iar suprafața metalică se va încălzi mai puțin. Dacă stăpânul urmărește obiectivul de încălzire a produselor conectate mai slab, acestea trebuie așezate vertical. Potrivit experților, este important să fie înclinați la 30-40 de grade. Gătitul se desfășoară de sus în jos. Vârful electrodului trebuie deplasată într-o direcție, fără abateri către părțile laterale.



